Но почему могут возникнуть проблемы с гибкой алюминия?
Потому что алюминий очень редко используется в чистом виде, так как обладает низкой прочностью. Как правило, в промышленности используются его различные сплавы (деформируемые или литейные). Ведь благодаря легированию, можно улучшить прочностные характеристики сплава и найти ему более широкое применение.
Давайте посмотрим, как поведет себя алюминий при гибке на примере его сплава – АМг.
Амг – это сплавы алюминия с содержанием магния. Алюминий дает ему свою легкость и стойкость к коррозии, а магний – прочность. Но важно понимать, чем прочнее сплав, тем хуже его пластичность. Поэтому, предпочтительнее использовать сплавы, прошедшие отжиг, например – АМг2М.
Для теста берем заготовку данного сплава толщиной 2 мм. Используем два набора инструмента:
1. Матрица V10, пуансон R0.5
Полученный результат:
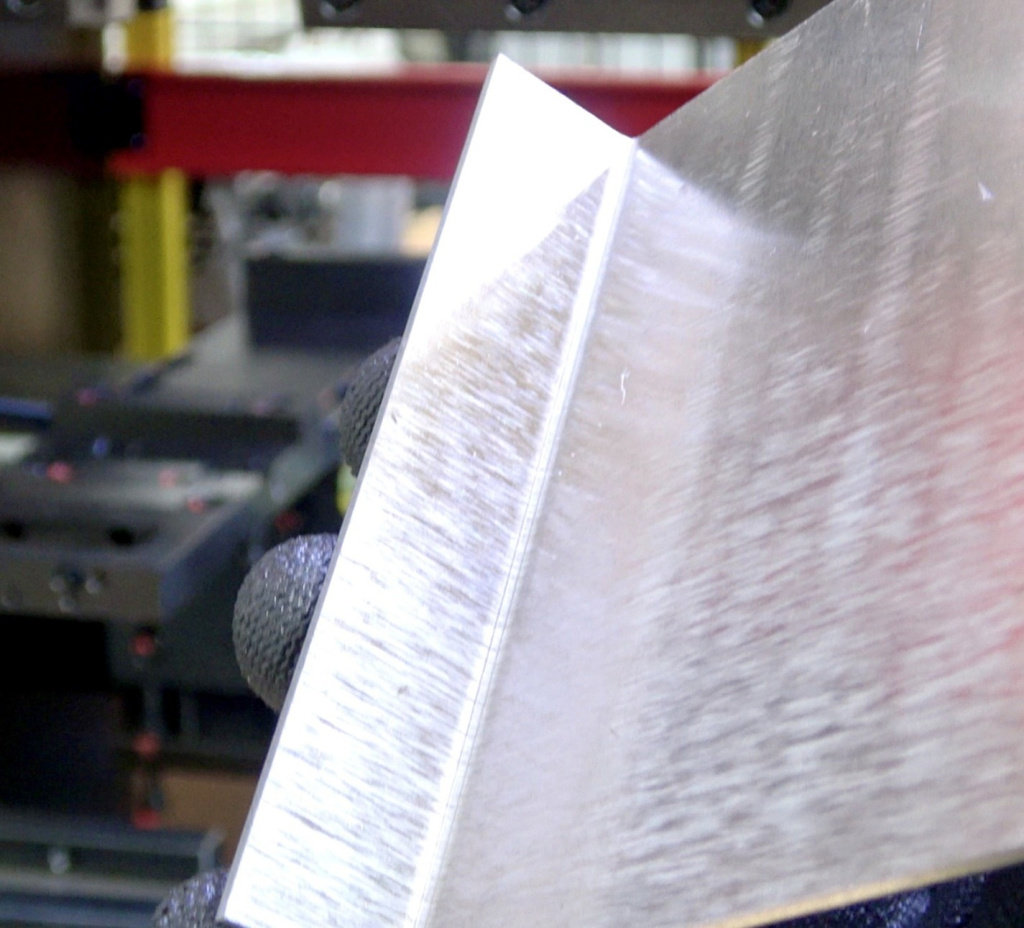
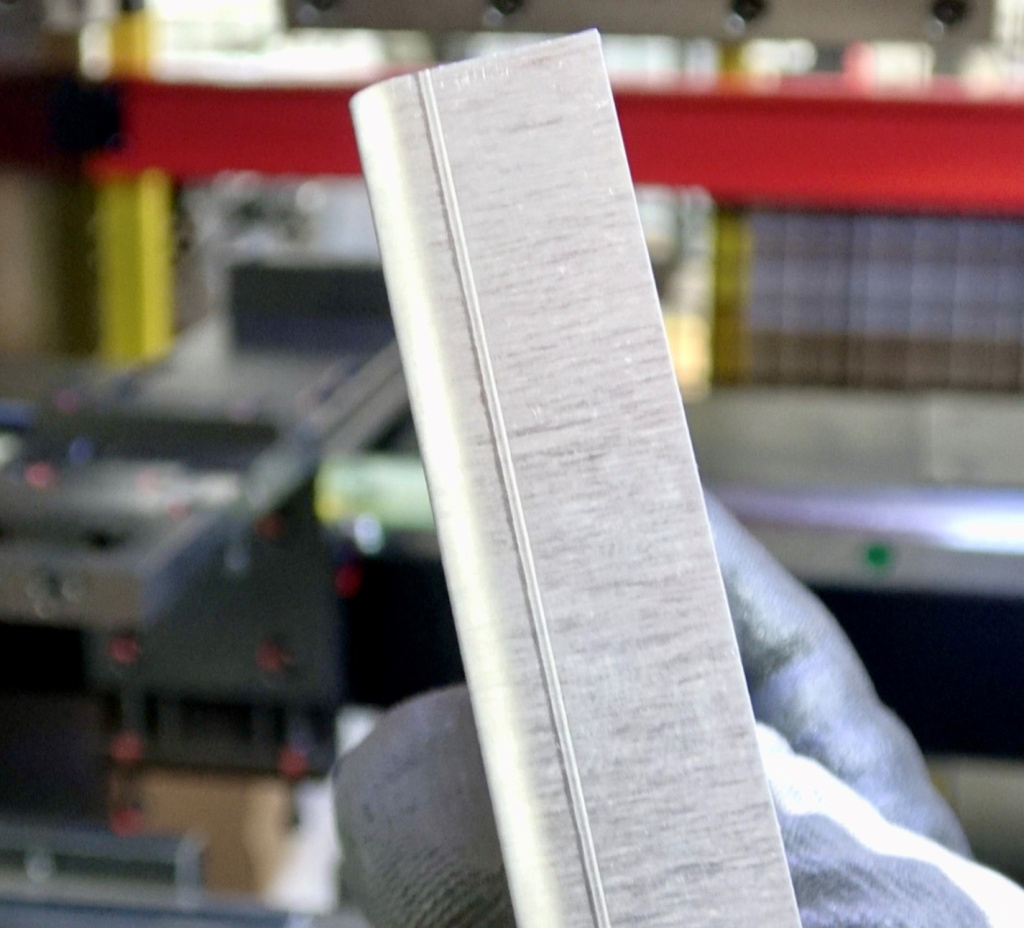
Ярко выраженные следы в местах контакта детали с инструментом
2. Матрица V16, пуансон R3

Полученный результат:
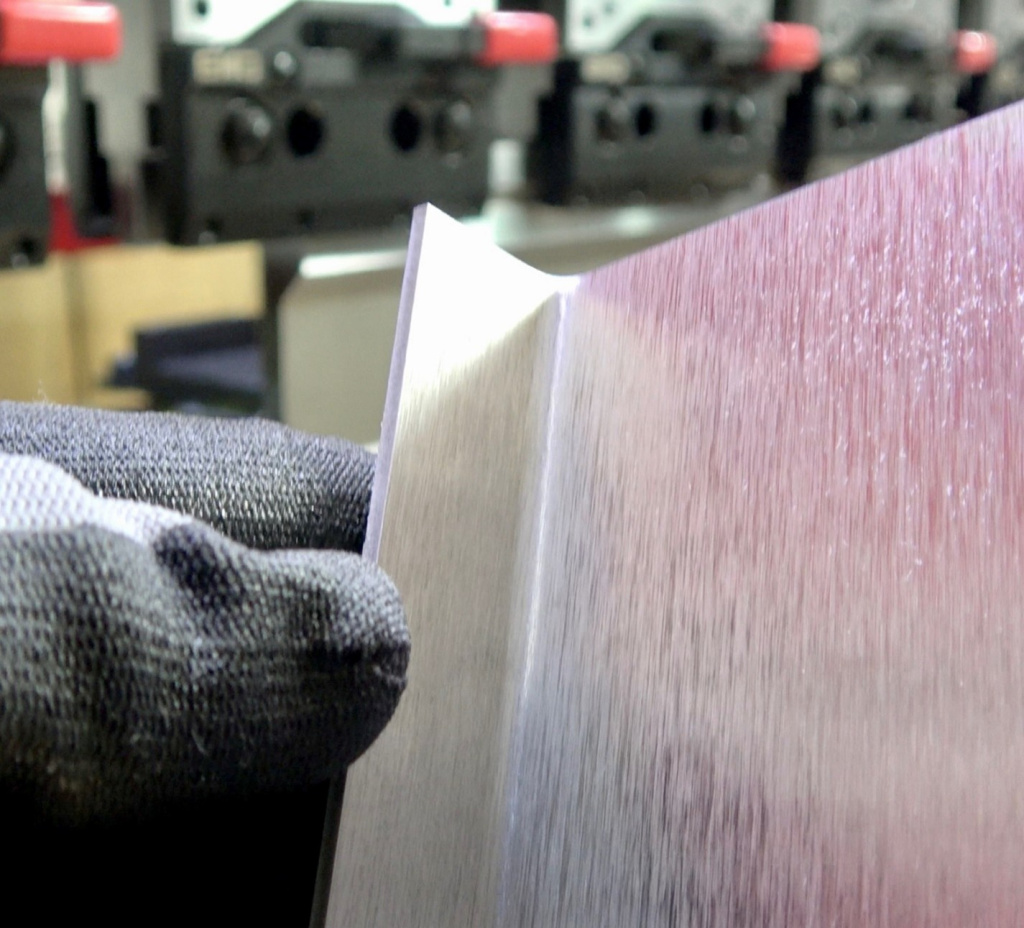

Идеальное качество поверхности на внутреннем радиусе, минимальные следы снаружи
Для чего во втором тесте выбраны именно инструменты, с большим радиусом и раскрытием ручья?
Все очень просто, вспомним школьный курс физики – чем больше площадь контакта, тем меньше давление. Благодаря такому решению мы минимизируем еще одну проблему - цветные металлы (нержавеющие стали, медные сплавы) или стали с покрытием (оцинкованные стали) склонны к налипанию на инструмент, что может повлиять на его ресурс и точность изготовления деталей.
Подведем итог: для данного сплава, раскрытие матрицы достаточно выбирать V=6S (S-толщина заготовки), радиус пуансона достаточно использовать R=S, можно и менее. Но для более качественного результата, лучше взять матрицу пошире и радиус пуансона побольше, особенно, если в используемом вами сплаве более высокое содержание магния. Таким образом, вы не только получите более качественные поверхности детали, но и продлите жизнь своему инструменту.
Вернуться назад